Ten nawiązujący do słynnego "gestu Kozakiewicza" nagłówek rzecz jasna trzeba potraktować z przymrużeniem oka; mam
nadzieję, że nikt się za niego nie obrazi. Tekst jednak faktycznie będzie dotyczył wał... aaaa... U ! Wał - U - !

Dwa słowa tytułem wstępu:
Według danych z publikacji pana Józefa Głowackiego z LODR Oddział Lubniewice ponad połowa współcześnie istniejących
w Polsce łąk i pastwisk to użytki zdegradowane. Zanikły na nich cenne gatunki traw i roślin motylkowych, przy
jednoczesnym wzroście powierzchni zdominowanej przez chwasty. To rzecz jasna oznacza zmniejszenie się ilości
pożywienia na pastwiskach oraz plonów siana. Podobno "produkcja z hektara zdegradowanego użytku zielonego może
zmniejszyć się o 70% i więcej w stosunku do możliwości produkcyjnych tych powierzchni".
O tym, że o łąki warto dbać, przekonaliśmy się na własnej skórze. Nieco zaniedbane przez 3 pierwsze sezony istnienia
naszej stajni pastwiska niemalże "nikły w oczach", wyradzając się, pokrywając trawami o niskiej wartości odżywczej
i słabych walorach smakowych dla koni. Doraźnie zastosowane nawożenie poprawiło sytuację tylko w niewielkim stopniu.
Dopiero regularne wykaszanie i wywożenie niedojadów każdej jesieni oraz nawożenie obornikiem (jesienią) i nawozami
mineralnymi (wiosną) sprawiło, że nasze łąki mają się teraz całkiem nieźle, zwłaszcza jeśli weźmie się pod uwagę
kaprysy pogody, słabą glebę V klasy no i bardzo nieciekawe u nas stosunki wodne.
Wśród zabiegów ważnych dla utrzymania łąk w dobrej kondycji wymienia się prócz powyższych jeszcze dwa. Pierwszy to
bronowanie broną łąkową. Bronę tą stosuje sie do po zimie do usunięcia "kożucha" z gnijących roślin, przewietrzania
darni i do usuwania kretowisk. Brony łąkowe są niestety drogie, więc zamiast nich rolnicy zwykle włóki-samoróbki
z połączonych w sekcje ciężkich opon ciągnikowych lub zwykłe brony polowe, odwrócone na grzbiet. Drugim zabiegiem jest
wałowanie, kóre zaleca się przede wszystkim na glebach próchniczych, torfowych a także mineralnych lekkich. Jest to
zabieg mający na celu wyrównanie gleby, usunięcie z niej zbędnego powietrza oraz dociśnięcie darni do podłoża, co
umożliwia lepsze podsiąkanie wody i regenerację korzeni traw oraz ogranicza rozwój niektórych chwastów. Zabieg musi
odbywać się z niewielką prędkością (mniej więcej równą prędkości idącego człowieka). Przy tym ważna uwaga: "Przed
wałowaniem należy każdorazowo ocenić stan wilgotności gleby. Wałowanie gleby zbyt mokrej jest błędne, ponieważ obniża
przewiewność gleby i powoduje sztuczne zabagnienie. Wówczas stwarzamy korzystne warunki dla rozwoju niechcianych turzyc
i sitów oraz innych chwastów siedlisk silnie uwilgotnionych. Z kolei stosowanie wału na glebę zbyt suchą nie daje
zamierzonych efektów. Toteż wałowanie należy wykonać w momencie, gdy darń ugina się pod naciskiem stopy, a w powstałych
śladach brak jest oznak wilgoci. Wałowanie można też powtórzyć po zbiorze pierwszego odrostu. Na łąkach z długo
utrzymującą się wodą zalewową, z wysokim stanem wód gruntowych oraz w razie występowania na użytkach zielonych tzw.
mrozowisk, które grożą uszkodzeniem wartościowych roślin przez spóźnione przymrozki wiosenne, wałowanie należy wykonać
pierwszy raz dopiero po zbiorze pierwszego pokosu." [http://www.sowul.pl/zadbajolakiipastwiska.html]

Do wykonania tego zabiegu najlepsze są wały gładkie z zaokrąglonymi krawędziami, które można napełniać wodą. Taki
wał gładki to po prostu metalowy walec o dużej średnicy, osadzony w ramie na dwóch łożyskach. Wały lżejsze niekiedy
są przystosowane do zamocowania na zaczepie trójpunktowym ciągnika, jednak w przypadku małych traktorów poważnym
ograniczeniem jest udźwig na podnośniku (w przypadku popularnego Ursusa 330 jest to ok. 700 kg). Wałowanie łąk
wykonuje się jednak zwykle wałami ciężkimi - zaleca się tu obciążenie od 1000 do 1200 kg na każdy metr szerokości
roboczej wału. Wprawdzie istnieją ciężkie wały mocowane na zaczep (patrz: foto poniżej),...

...jednakże wymagają dużego ciągnika no i kosztują krocie (egzemplarz "Mors" ze zdjęcia - aż 25.000 złotych). Z tego
też powodu takie patenty nie mają zastosowania w takich stajnkach, jak nasza i w ogóle w małym rolnictwie indywidualym.
Tam sprawdzają się o wiele prostsze w konstrukcji i tańsze wały ciągnione za traktorem. Ale uwaga: tańsze nie znaczy
tanie. Z Allegro: wał łąkowy o szerokości 2,7 m, średnicy 1,2 m i o grubość ścianki roboczej 13 mm to koszt rzędu 8000
zł. Nieco mniejszy wał o szerokości 2 m i średnicy 0,9 m o grubość ścianki 1 cm, który idealnie nadawałby się na nasze
pastwiska, a także do równania i utwardzania placu do jazdy Trotowych amazonek, to z kolei wydatek około 4300 zł. Sporo
- ale od czego cechujące piszącego te słowa zręczność, spryt i pracowitość, równie wielkie, jak jego skromność ?...

Żarty na bok. O wale myśleliśmy już od dawna, jednakże dopiero teraz nadarzyła się możliwość realizacji. Udało się
nam zrobić własnym sumptem całkiem przyzwoite narzędzie, dzięki czemu realny koszy wykonania zamknął się w ok. 2100
złotych, a więc w połowie "najatrakcyjniejszej" ceny z całej gamy anonsów na portalach ogłoszeniowych i aukcyjnych,
dotyczących obszaru rzędu 100 km od Sączowa. Owszem, dawało się kupić wały-samoróbki za nieco ponad 3000 zł na
Pomorzu, ale koszt transportu ciężkiego narzędzia stamtąd do nas i tak sprawiał, że byłaby to mało opłacalna sprawa.
Poniżej zamieszczam opis wykonania - może się komuś przyda do wykonania własnego egzemplarza. Od razu mówię, że
wprawdzie sprawa wygląda na prostą, no ale właśnie: tylko wygląda, diabeł tkwi w szczegółach, a z uwagi na dośc wysoką
wartość materiałów ewentualne błędy mogą nie tylko wkurzać, ale i trochę kosztować.
I. PROJEKT OGÓLNY
Zacznijmy od początku - przyjąłem proste założenia: nasz wał będzie miał ok. 2 m długości i ok. 1 m średnicy. W celu
dociążenia miał mieć możliwość zalewania go wodą. Z uwagi na obciążenia całość miała być osadzona na prostokątnej
ramie pełnej i ciągniona na dyszlu w rodzaju tych, jakie używane są w przyczepach.
II. MATERIAŁY
W jednej z firm transportowych znalazłem via Allegro rurę stalową długości 1,90 m, średnicy 1,1 m i grubości ścianki
12 mm. Jak można policzyć przyjmując ciężar właściwy stali 7850 kg/m3 powinna była ważyć ok. 670 kg. Waga pokazała
trochę więcej - a to ze względu na resztki izolacji na jej powierzchni. Cena - niestety 2.20 zł/kg i jest to obecnie
(niestety) typowa tego typu wyrobów "z odzysku" w naszym województwie. Po małych negocjacjach stanęło na 1500 zł za
rurę wraz z transportem (40 km). Jak łatwo zauważyć jest to 3/4 kosztów całkowitych...
Na jednym z nieodległych złomowisk znalazłem z kolei stare arkusze grubych blach grubości od 8 do 14 mm. Z takiego
arkusza miały powstać pokrywy zamykające walec. Z uwagi na wytrzymałość trzeba przyjąć, że minimalną grubością powinno
być 8 mm właśnie. Niestety arkusz takiej blachy okazał się zwichrowany, zdecydowałem się więc na 12 mm. Tu przy okazji
uwaga: niegdyś złomowiska były istnym Eldorado, na którym można było znaleźć rury, blachy, kotły, a nawet całe
i generalnie sprawne maszyny rolnicze typu stary ciągnik, czy kombajn "Vistula". Ba, dawało się znależć i gotowe do
użytku... wały ! Te czasy jednak minęły, rzeczy bardziej wartościowe użytkowo są często gromadzone w takich miejscach
złomowiska, gdzie zwykły śmiertelik nie ma możlwiości wejścia. Dlatego warto wziąć na stronę kogoś z pracujących
na "szrocie" panów, zagadać grzecznie, poczęstowac papieroskiem, zapytać "Czy by się nie dało ?..." W razie odpowiedzi
"Może i by się dało..." należy przemówić do kieszeni biletem Narodowego Banku Polskiego o nominale dychy. A za dwakroć
większy napiwek taki pan nie tylko z uśmiechem znajdzie stosowny materiał, ale też przywlecze ciężkie butle, wypali
palnikiem pożądaną przez nas formę i załaduje efekt swojej pracy na naszą przyczepkę. Ja "swojego" pana uprzejmie
poprosiłem o wypalenienie od razu kół o ciut większej, niż potrzeba, średnicy (palnik to nie skalpel, więc oczywiście
nie spodziewałem się obróbki chirurgicznie precyzyjnej, "na wymiar", stąd ta zwiększona o centymetr średnica). Każąc
wycinać koła oszczędziłem ok. 30% ceny, jaką zapłaciłbym, gdybym kupił proste blaszane kwadraty. Powstały 2 "dekle"
po ok. 85 kg wagi każdy, warte 310 zł plus wspomniane 2 dychy dla Pana Złomiarza (któego pozdrawiam !). Gdybym chciał
kupić arkusz nowej blachy w hurtowni stali (nie da się tam kupić kawałka takiego arkusza !), zapłaciłbym pewnie z 1300
złotych...
Profile stalowe 40*80*3 mm, które chciałem użyć na ramę walca, miałem własne, kupione jeszcze w zeszłym roku z całkiem
innym przeznaczeniem za 130 zł. Z dyszla przyczepy zrezygnowałem widząc, że na Allegro żąda się za takie od 250 do 400
złotych... Okazało się natomiast, że sąsiad akurat miał zamiar wywieżć na złom dyszelek-samoróbkę - stary, ale wciąż
jary mimo malowniczo go otulającej warstewki rdzy. Przy okazji wyszło na jaw, że sąsiad miał też dwumetrowy kawał pręta
fi 35 mm (wagi ok. 15 kg), który doskonale nadawał się na oś walca i którym za jego zgodą ochoczo się "zaopiekowałem".
Dostałem wszystkie te elementy za "dziękuję" oraz za obietnicę użyczania w przyszłości wału w razie potrzeby. Taki
sąsiad to skarb ! Nie sposób natomiast było uniknąć jeszcze małego wydatku na duże łożyska w obudowach, o średnicy
takiej samej jak średnica pręta (po 30 zł sztuka).

Podsumowując koszty:
1. 1500 zł - rura stalowa
2. 330 zł - dekle walca
3. 130 zł - elementy stalowe na ramę
4. 60 zł - łożyska
5. 100 zł - tarcze do cięcia, elektrody do spawarki, koszt prądu
6. 20 zł - puszka farby
7. 10 zł - mufa z zaślepką na wlew wody
Razem: 2150 zł.
III. PROJEKT SZCZEGÓŁOWY
Jako, że nie miałej jeszcze okazji robić tego typu konstrukcji, musiałem nieco dokształcić się, m.in.
oglądając zdjęcia i czytając dane techniczne gotowych wałów "komercyjnych". No i pojawiły się pewne
wątpliwości...
Wyglądało na to, że wykonany z zakupionych przeze mnie materiałów wał będzie ważył ok. 900 kg. Jego
objętość wyliczyłem na ok. 1,8 m3, a że 1 litr wody to mniej więcej 1 kg masy, więc maksymalnie wał
z wodą będzie ważył 2,7 tony - niemal idealnie do naszych potrzeb. Tyle tylko, że nasza ponad półwieczna
hybryda Zetora z Ursusem i Dużym Fiatem ma jakieś 22 kW mocy, zaś do ciągnięcia wałów tej klasy ich
producenci zalecają conajmniej 45 kW (przykłady: http://www.mcms.pl/pl/produkty/inne/wal-lakowy.html,
http://frejus.trz.pl/walec.php). Na szczęście przypomniałem sobie, ze dawno temu zdarzyło mi się takim
"Ciapkiem" bez problemów ciągnąć po zaoranym polu 4-tonowy wał. Skąd zatem te producenckie wymagania -
nie mam pojęcia...
Myślałem też o wypełnieniu maszyny nie wodą, lecz innymi materiałami. Jednak wypełnienie betonem to
byłaby jednorazowa sztuka, piaskiem - chyba też, bo usuwanie go ze środka byłoby rzeczą trudną, a
zużyty olej silnikowy wprawdzie świetnie zakonserwowałby wnętrze przed korozją, ale co zrobić z taką
masą szkodliwej dla środowiska substancji w razie przecieku ?... Pozostałem więc przy wodzie.
Pierwotnie w zamysłach wał miał nie mieć pełnej osi. To znaczy: miały być wspawane w dekle krótkie
(10 cm) półośki średnicy 24 mm. Po konsultacjach ten pomysł musiałem uznać za zły. Takie półosie
pewnie wytrzymałyby jakiś czas, ale jaki ?... Zapewne wystarczający dla naszych potrzeb (czytaj:
przy używaniu wału kilka razy do roku i na małej powierzchni), lecz... Jak już coś robić, to porządnie.
Pełna, biegnąca przez wnętrze wału oś ma też inną zaletę: pozwala na łatwe ustawienie łożysk względem
siebie. Gdybym został przy półosiach na deklach, musiałbym te dekle ustawić i następnie wspawać w rurę
w płaszczyznach idealnie równoległych. W praktyce jest to nierealne, zwłaszcza przy ograniczonych
możliwościach manewrowania ciężkimi i pozbawionymi uchwytów elementami.
IV. WYKONANIE
Zarówno rura, jak i dekle po wypalaniu palnikiem gazowym nie miały idealnie równych krawędzi. Można
było więc albo wyrównać brzegi dekli do średnicy wewnętrznej rury i wspawać je od środka, po czym
ewentualnie równać z grubsza brzegi rury, albo wyrównać brzegi rury, dospawać "po zewnętrznej" dekle,
po czym dookoła poodcinać nierówności. Ponieważ manipulowanie ciężką rurą i wyznaczenie na niej
idealnie równego brzegu graniczyło z niemożliwością, zdecydowałem się na pierwsze rozwiązanie.
Oczywiście można narysować na blasze koło określonej średnicy i potem docinać blachę prowadząc
w rękach po linii szlifierkę kątową, jednakże zdecydowałem się zastosować podpatrzony na pewnym
filmie na YouTube prosty
i w swej prostocie genialny patent: "cyrkiel" ze szlifierką jako swoistym "rysikiem". Zamiast
rozwieranych ramion jest pręt gwintowany fi 10 mm. Do jednego końca przykręca się nakrętkami kawałek
twardego (to ważne !) kątownika, a do drugiego przymocowana jest sama szlifierka (wykorzystuje się
w tym celu miejsce wkręcania uchwytu). Na blasze w środku planowanego koła trzeba wywiercić mały
otwór i zamocować w nim nakrętkami śrubkę - będzie ona osią obrotu. Kątownik na pierwszym końcu
pręta również musi mieć otwór do zamocowania go na osi. Prowadząć szlifierkę po kole na pręcie
uzyskamy koło o idealnym kształcie i pożądanym promieniu.
Veni, vidi... Niestety nie vici. YouTube'owy patent sprawdził się jedynie przy trasowaniu koła. Na
filmie pan wycina sobie lekką ręką kółeczko, lecz w praktyce cienkie tarcze do cięcia wyginają się
i trzeba pamiętać o stałym, równomiernym nacisku tak, by koło było kołem. Drugi problem: zwykła
mała szlifierka z cienkimi tarczami 125 mm do cięcia raczej się nie nada do takiej pracy przy tak
grubych blachach. Zacząłem ciąć szlifierką Boscha, lecz szybko okazało się, że tarcze zagłębiając się
w łukowarym rowku bardzo szybko wycierają się po bokach i w ten sposób wręcz nikną w oczach. Ponadto
szlifierka już przt wymianie trzeciej tarczy była dość silnie nagrzana, robotę trzeba było więc przerwać.
Sytuację uratowało przejście na większą szlifierkę i przypadkowo posiadane grubsze tarcze o średnicy
230 mm. Dużą szlifierką naciąłem na całym obwodzie rowek o szerokości ok. 3 mm i głębokości ok. 6 mm,
po czym wprowadzając weń małą, cienką tarczę docinałem materiał do końca. Dzięki szerszemu "wstępnemu"
rowkowi małe tarcze zużywały się wolniej. Jednakże i tak na docięcie obu dekli zużyłem 2 tarcze duże
i ok. 20 małych, a cała praca zajęła mi około 2 godzin.
Trudniejszą wbrew pozorom sprawą było wywiercenie potem w nawierconym już środku koła otworu o średnicy
osi (35 mm). Domowe wiertarki ręczne, nawet te najlepsze, nie są przystosowane do współpracy z takimi
wiertłami. Mało który warsztat ma też wiertarkę (lub tokarkę), pozwalającą na obrabianie elementu o tak
dużych wymiarach. Wypożyczenie wiertarki ze stopą magnetyczną to mrzonka - nikt takiej nie ma, poza
tym taka wiertarka kosztuje ok. 2,5 tysiąca złotych i nikt jej nie da obcemu facetowi do ręki. Wiertłem
stożkowym z kolei można wiercić tylko w cienkiej blasze. Z braku innej możliwości poszedłem za radą
udzieloną na forum
Retrotraktora i w Praktikerze
kupiłem koronkę HSS Boscha. Ponieważ zwykła wiertarka z taką koronką błyskawicznie się nagrzewała,
wsadziłem koronkę do młotowiertarki przestawionej w tryb wiercenia. Utrzymywałem wolne obroty, a całość
non-stop polewałem małymi ilościami zwykłej wody. I to był strzał w 10-kę ! Poszło jak po maśle, maszyna
miała moc, koronka świetnie brała metal i nie przegrzewała się. Woda doskonale się sprawdziła jako
chłodziwo, żadne specjalizowane superpłyny chłodzące nie były potrzebne, temperatury koronki i materiału
pozostawały niskie. Wywiercenie 3 takich otworów (dwa w środkach pod oś plus jeden na obrzeżu na wlew
wody) zajęło około 30 minut. Podczas pracy koronka wprawdzie straciła 2 zęby, ale jest wciąż ostra i jak
najbardziej nadaje się do dalszego użytku. Kosztowała ok. 40 złotych i nie sądzę, żeby to było drożej
od tego, co zapewne zapłaciłbym w warsztacie, zwłaszcza wliczając koszt dojazdu z blachami, ważącymi
ok. 85 kg każda. Minusem bło to, że koronka z definicji nie jest narzędziem precyzyjnym, ale jednak
jest wystarczająco dobra do celu, do którego została użyta.

Z uwagi na duży ciężar dekli (wraz z osią - prawie 200 kg) niemożliwe było przyspawanie ich najpierw do
osi, a potem wstawienie całości do środka rury. Połączyłem więc najpierw jeden dekiel z osią, całość przy
akompaniamencie własnych stęków i sapań wsunąłem jakoś do środka, ustawiłem oś równolegle do ściany rury
i zaspawałem dekiel w kilku punktach, po czym nałożyłem drugi dekiel z drugiej strony. Przy tej pracy
okazało się, że rura nie jest w przekroju idealnie okrągła i trzeba było zrobić "dorzynki" (nie mylić
z dożynkami !) dekli. Spawanie było dwuetapowe z uwagi na konieczność zachowania szczelności wału - i przy
tej okazji wyszło na jaw, że spawanie w warunkach polowych przy niemożności ustawienia sobie materiału
pod dogodnym kątem wymaga sporych umiejętności, nie zawsze danych piszącemu te słowa... Na koniec w bocznym
otworze wspawałem mufkę 3/4 cala - będzie to wlew wody, zamykany metalowym korkiem. Z uwagi na nierówności
i deformacje rury łączne zużycie elektrod 4 mm wyniosło aż około 50 sztuk.
Po obtłuczeniu żużla ze spawów, lekkim ich oszlifowaniu i oczyszczeniu dekli z rdzy szczotką drucianką
przyszła kolej na pomalowanie. W międzyczasie pospawana została rama wału z profili zamkniętych 40*80*3 mm.
Stary dyszel pochodził "z odzysku", jednak był mocny, "zdrowy", miał grube ścianki, więc po zdjęciu
wierzchniej warstwy rdzy został solidnie dospawany do ramy i dodatkowo zabezpieczony "na wylot" śrubą M12.
Ponieważ maksymalna masa wału jest duża, do dyszla zostały dodane dwa zastrzały z grubego (8 mm) płaskownika,
a połączenia na przednich rogach ramy zostały profilaktycznie wzmocnione skosami z góry i dołu. Połączeń
z tyłu ramy nie wzmacniałem, bo o ile belki przednia i boczne mają uciągnąć ciężar całości, o tyle tylna
belka tylna ma tylko funkcję łączącą belki boczne.

Łożyska wału są do ramy przykręcome śrubami 12 mm. Tu znów uwaga: o niebo lepiej od 500-watowej wiertatki
sprawdzi się młotowiertarka, ale uwaga - wiercenie nią wymaga ostrożności, bo w razie zaklinowania się
wiertła w wierconym otworze młotowiertarka złamie jak nie wiertło, to ręce... Miejsca połączenia łożysk
z ramą są dodatkowo wzmacniane kawałkami blachy 6 mm (także "z odzysku", są to kawałki starej felgi
z naszego ś.p. wozu konnego). Połączenie wału z ramą odbyło się tak, że na oś wału zostały nałożone luźno
łożyska, a następnie na całość nałożona rama, do której na koniec zostały przykręcone łożyska. Łożyska są
zaopatrzone w śrubki mocujące, które zostały dokręcone do osi dopiero po przykręceniu ich z ramą.
Po stwierdzeniu, że wszystko do siebie pasuje, nastąpiła pierwsza próba za ciągnikiem. Wał (pusty) chodził
zaskakująco łatwo, dawał się ciągnąć po trawie nawet na wolnych obrotach silnika, rama nie wykazywała
tendencji do odkształceń - słowem: wszystko się udało zaskakująco dobrze. Dodatkowa uwaga: niektórzy mówią,
że brzegi wału powinny być "zarobione" na półokrągło, by nie niszczyć darni przy nawrotach. W naszym wale -
nie są, a mimo to nie zauważyłem niszczenia trawy (?...) Po testach nastąpiło drugie malowanie. Ponieważ
grudzień już za pasem, test pod pełnym obciążeniem wodą odbędzie się dopiero na wiosnę.

Na koniec - poniżej podpatrzony "patent" na wał wypełniony betonem, który zapewne jest jeszcze tańszy
w wykonaniu, lecz niestety nie będzie miał możliwości regulacji masy. Zdjęcie mówi samo za siebie:...

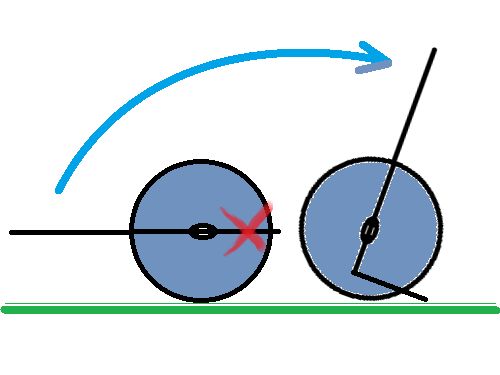
P.S. - mały upgrade:

Z braku lepszego (i odpowiednio dużego) miejsca na placu nasz wał będzie przechowywany niejako na zewnątrz
naszego terenu, pod płotem oddzielającym ogrodzony wybieg od nieogrodzonego placu do jazdy. Długość wału
wraz z dyszlem to około 2 metry. Wystający na maneż dyszel mógłby stanowić pewne zagrożenie, dlatego aby
umożliwić postawienie go na sztorc, tył ramy został przycięty i ustawiony pionowo. Nie zmienia to w niczym
wytrzymałości ramy, za to pozwala unieść dyszel do pionu i pozostawić go STABILNIE w takiej pozycji - vide:
rysunek.
Zródła:
http://mr.wipie.ur.krakow.pl/rozdz2/
http://www.sowul.pl/zadbajolakiipastwiska.html